BMT vs. VDI: What Are the Differences and Which Is Better? (Comprehensive Analysis)

In CNC lathe machining, turret plays a crucial role in machining stability, and precision. The European market predominantly standardized on VDI turrets, however, as global manufacturing moves toward smarter production, multi-task machining, and higher demands for heavy machining, BMT (Base Mount Tooling) system has rapidly emerging as the new mainstream.
This article provides a practical perspective to help you understand the structural differences between these two CNC turret systems, their ideal applications, and upcoming industry trends.
1. What Are BMT and VDI?
From the interface perspective, the key difference between BMT and VDI turrets lies in how the tool holder attaches and locks onto the tool disc:
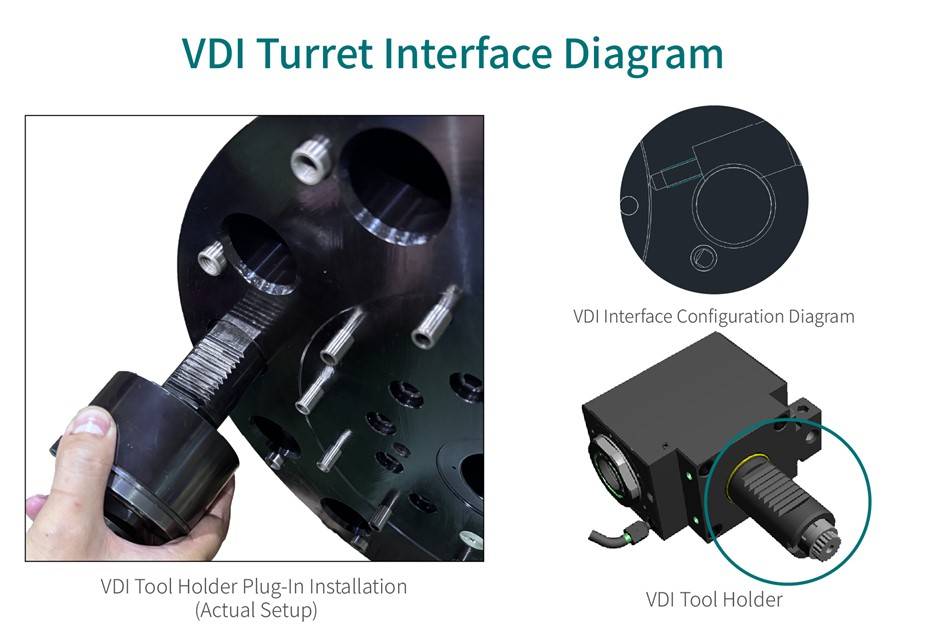 VDI Turret Illustration
VDI Turret Illustration
(12-Station Display with Protective Caps)
- VDI – (Verein Deutscher Ingenieure): Uses a serrated shank and a single wedge to lock. Very fast tool changes but slightly less rigid than BMT.VDI Turret Illustration
- VDI tool interface was established by the German Engineering Association (VDI) as a standardized turret tooling system. Tool holders in a VDI turret are typically round shanks that insert into the tool disc, secured by a single clamping wedge that drives an internal serrated locking mechanism to fix the tool. Advantages of VDI include quick tool-change capability and a modular structure.
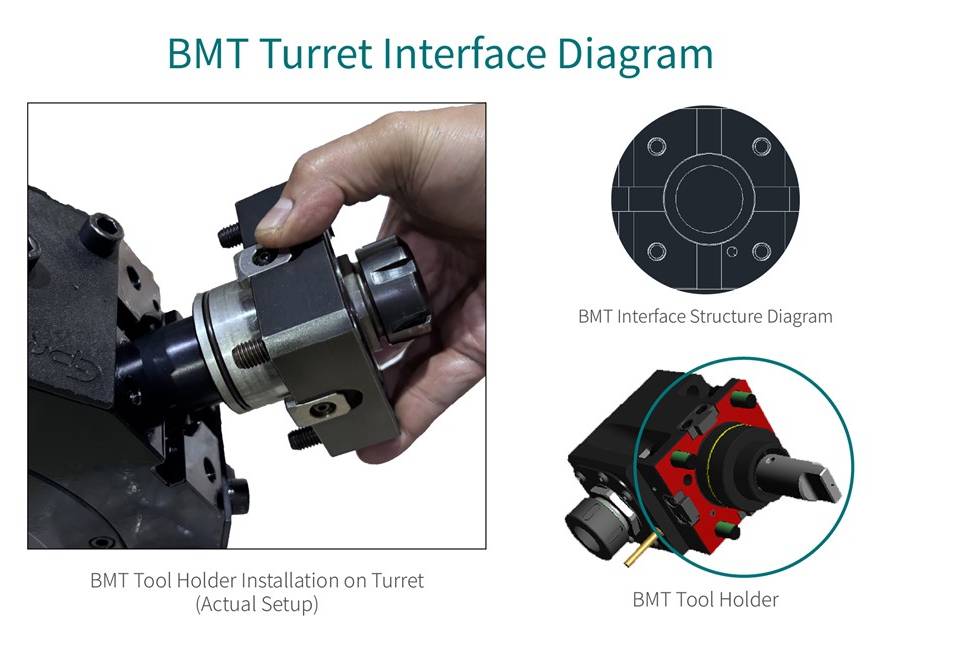 BMT Turret Illustration
BMT Turret Illustration
(Equipped with BMT Tool Holder)
- BMT – (Base Mount Tooling): Most rigid, tools are bolted directly to the turret face. Common in newer high-end machines.
- In BMT turret, the tool holder has a flat base and is bolted directly onto the face of the turret with 4 bolts plus alignment keys, creating a large surface contact area. Characteristics of BMT include significantly higher structural rigidity than the traditional shank-insertion style. This design is well-suited for heavy cutting and high-torque live tooling applications. An added benefit is that after tool changes, a BMT tool holder typically does not require re-alignment with a dial indicator each time, thanks to its highly repeatable positioning.
BMT vs. VDI Key Comparison Table: (Main interface and structural differences)
| Aspect | BMT Turret (Base Mount) | VDI Turret (Shank Insertion) |
|---|---|---|
| Mounting Method | Flat base of tool holder bolts onto turret face (large surface contact) with multiple bolts + alignment keys. | Cylindrical shank tool holder inserts into turret, locked by a single wedge and internal clamp. |
| Structural Traits | Higher rigidity | Modular and flexible design, but overall rigidity is moderate. |
| Machining Alignment | Determined by precise manufacturing of turret and holder; remains stable long-term. | Can be fine-tuned via adjustment; requires frequent re-alignment and tends to accumulate error over time. |
| Typical Applications | Multi-task (turn-mill) machining, heavy cutting, high-precision continuous production. | High-mix, small-batch production lines with frequent tool changes (quick setups). |
2. Why Is BMT Replacing VDI? Three Key Reasons
In recent years, BMT turrets have started to overtake VDI as the preferred choice on high-end CNC lathes and turn-mill centers. Here are three (3) core reasons driving this shift:
- Superior Rigidity & Precision – Supports Future High-End Machining Needs: BMT’s base-mounted design forms a large contact surface between the tool holder and turret face, secured by multiple bolts. This distributes cutting forces and torque more evenly, resulting in higher bending stiffness and reduced deflection during heavy cuts. Vibration during machining is minimized, which improves surface finish and dimensional stability over long production runs. In contrast, a VDI turret’s round serration shank holders have a relatively small contact area. Under high cutting loads, tiny shifts and wear can accumulate at the interface. This means VDI holders often require periodic re-alignment, and over long-term use the machining accuracy and concentricity can drift from the original settings. For production lines that demand long-term stable tolerances and high yield rates, BMT offers a better advantage in maintaining geometric precision with far less frequent adjustment.
- Optimized for Multi-Tasking – Higher Live Tooling Torque & Stability: In turn-mill machines or CNC lathes with live tooling, the turret is not just “holding tools” but also acting as the platform for rigid milling and drilling operations. The robust structure of a BMT turret allows it to excel in scenarios such as performing turning, side milling, and drilling in one setup, or handling high-torque live tooling for heavy milling cuts. The larger face contact and multi-bolt locking of BMT can handle greater live-tool torque with less tool deflection and vibration, which in turn extends tool life and reduces the chance of chipping or tool failure during aggressive cuts. VDI turrets that support moderate heavy cutting, but under extreme loads and long machining cycles, the rigidity limitations of VDI’s modular connection become apparent. For demanding turn-mill applications with tight tolerances on features like holes, grooves, and complex processing requirements, BMT provides more stable results.
- Smart Manufacturing Ready – Better Long-Term Accuracy & Lower Maintenance: As factories adopt lights-out factories (unattended operation) and IIoT-based remote monitoring, equipment is expected to run for long periods with minimal human intervention or adjustments. In such environments, the turret structure directly impacts whether dimensions stay consistent during unattended runs. BMT turrets shine in these scenarios because they do not require re-indicating the tool holder after each change, and the geometric accuracy degrades very slowly over time. The design is relatively simple and robust – maintenance mainly involves periodically cleaning the bolt holes and contact faces to ensure proper clamping. VDI turrets, on the other hand, rely on internal clamping mechanisms and mating surfaces that wear with long-term use. Operators must periodically check springs, cams or serrated shank, and re-adjust tool holder positions to maintain accuracy. In a highly automated line, these manual adjustments translate to unwanted downtime. For companies transitioning toward smart factories and long unmanned machining runs, BMT offers greater consistency and lower overall maintenance costs.
3. Which Industries Are Adopting BMT Turrets ?
Several industries have been especially quick to adopt BMT turret technology due to their stringent machining requirements:
- Aerospace: Aerospace parts often use very tough materials like titanium alloys, nickel-based superalloys, and hardened stainless steels. These components tend to be large, high-value, and allow virtually no margin for error. They also often require combined operations (turning, milling, drilling in one setup) with extremely high precision and surface quality. BMT’s superior rigidity and vibration resistance allow it to maintain stable quality over long machining cycles on such materials, significantly reducing the risk of scrap in aerospace manufacturing.
- Automotive & EV Components: Typical workpieces include crankshafts, shafts, flanges, gear blanks, and electric vehicle drivetrain parts. Automotive production demands high throughput and uptime, and certain processes involve heavy cutting. For high-volume standardized parts, the quick-change advantage of VDI turrets still has appeal. However, for heavy-duty cutting operations, complex turn-mill processes, or when planning for future upgrades, many automotive and EV manufacturers are shifting new equipment investments toward BMT turrets. The higher rigidity supports moves toward more complex machining in one setup for future process demands.
- Medical Devices & Implants: These workpieces are often small, complex in shape, and have extremely high surface finish and dimensional consistency requirements. Although the cutting forces in medical machining might not be as extreme as in aerospace, the key is consistent precision – the first piece and the thousandth piece must be virtually identical. In such long-cycle, high-precision production (e.g. bone screws, implantable devices), BMT turrets offer better geometric stability over time, contributing to higher yield and consistency. VDI turrets can certainly produce very precise parts initially, but need for frequent re-calibration during extended production runs.
- Semiconductor Equipment Components: This category includes parts like vacuum chamber components, wafer transfer mechanisms, and various structural elements of semiconductor manufacturing equipment. They often require accuracy and surface quality on par with aerospace components. Many of these parts are made from aluminum alloys or stainless steel (relatively easy to cut materials), but the emphasis is on long-term stable precision and traceability. In such applications, BMT turrets help by reducing dimensional drift caused by tool holder movement and wear. They also integrate well with in-machine sensing, measurement, and automatic compensation systems for quality control – an important aspect in semiconductor equipment manufacturing where process reliability is critical.
- Heavy Machinery & Large Workpieces: Industries like heavy equipment, energy (e.g. power generation), and mold/die machining often involve extreme cutting conditions – very deep cuts, high feed rates, massive torque, and extremely long machining cycles on large, tough workpieces. In these scenarios, the turret must withstand enormous forces. BMT turrets are almost a necessity for such heavy-duty machines, as their rigidity and secure mounting can handle the stress. VDI turrets, if used at all in this class of machines, are typically only found on moderate-load models where flexibility is needed more than brute strength.
4. Practical Selection Guide: When to Choose BMT or VDI
When deciding between a BMT or VDI turret for your CNC lathe or turn-mill center, consider the following practical questions:
- What is the main focus of your production line?
- If you require heavy cutting, high precision, and long, continuous production runs, BMT should be the first consideration.
- If you run a high-mix, small-batch operation with frequent tool changeovers, VDI remains a choice.
- How frequent are tool changes and how tight is your cycle time?
- If you are in high-volume production where every second counts, the quick one wedge tool changes of VDI turrets can significantly reduce downtime.
- If your setup includes automation like twin turrets, an automatic tool changer (ATC), or pre-staged tooling that already minimizes manual tool change time, then BMT’s slower tool change (multiple bolts) is less of an issue – automated handling absorbs most of the tool-change overhead.
- What is the level of automation or unattended operation in your facility?
- If you aim to implement lights-out manufacturing or otherwise minimize human intervention and adjustment, BMT’s long-term geometric stability and low adjustment needs align better with those goals. Each tool change on a BMT turret repeats position reliably, which is ideal for automated production with infrequent touch-ups.
- (If your operations are mostly manual or short-run, the periodic calibration that VDI turrets require can be managed by operators. In that context the difference may be less critical.)
- Are you evaluating cost on a short-term basis or over total cost of ownership?
- If initial purchase price is the primary concern, VDI machines and tooling are cheaper upfront, and VDI tool holders also tend to cost less.
- If you evaluate total cost of ownership (TCO) – including tool life, product yield, downtime for maintenance, and labor for re-calibration – BMT often delivers better long-term ROI in demanding applications. The improved rigidity can extend tool life and reduce scrap rates, and the lower maintenance needs mean less unplanned downtime, all contributing to better profitability over the machine’s life.
5. BMT vs. VDI Turret Comparison Table (Summary)
To summarize the differences, below is a side-by-side comparison of BMT and VDI turrets across various factors:
| Comparison Aspect | BMT (Base Mount) | VDI (VDI Serration Shank) |
|---|---|---|
| Structure & Mounting | Flat base of tool holder bolts onto tool disc (large surface contact) with multiple bolts + alignment keys. | Round shank tool holder inserts into tool disc, secured by a single wedge bolt and internal serrated clamp. |
| Rigidity & Vibration | Very high rigidity and bending strength; remains stable under heavy cutting loads with excellent vibration damping. | Moderate rigidity; under high cutting forces or side loads, the connection can allow small shifts and vibrations to accumulate. |
| Long-Term Accuracy | Does not easily develop cumulative errors from repeated tool changes; maintains good geometric accuracy over long periods. | Requires regular re-alignment and adjustment; accuracy gradually declines over time if not properly maintained. |
| Live Tooling & Multi-Tasking | Ideal for high-torque live tooling, turn-mill operations, and heavy cutting applications. | Suited for medium to light-duty live tooling and general machining operations. |
| Tool Change Speed | Slower (must loosen/tighten multiple bolts). Often paired with automation to minimize manual tool-change time. | Fast (single-bolt quick change), which boosts efficiency for high-mix, low-volume production and frequent tool swaps. |
| Maintenance & Downtime | Simple, robust mechanism with fewer internal parts; lower maintenance frequency and well-suited for long-term automated production. | More complex internal clamping mechanism; mating surfaces and parts wear over time, requiring periodic inspection, maintenance, and calibration. |
| Best Suited For | High-end multi-tasking machines and performance-focused users (aerospace, medical, semiconductor, heavy industry) where precision and productivity are paramount. | General machining and mass production (e.g. high-volume automotive parts), plus job shops with many part varieties in small batches, and cost-sensitive operations where quick setup is important. |
6. Conclusion: BMT Supports the Future of Advanced Machining
Overall, VDI and BMT each have their place in the CNC lathe world, but their strengths differ:
- VDI: Best for shops or production lines with many part varieties in small lot sizes, and scenarios where operators are present to make periodic adjustments as needed.
- BMT: Best for: applications requiring high precision, high machine utilization, heavy cutting, and long stretches of automated production with minimal downtime.
As global machining investment shifts toward achieving higher cutting performance, more complex turn-mill processes, and longer automated production runs with consistent quality, the BMT turret is fast becoming the mainstream configuration on advanced machine tools.
7. Frequently Asked Questions (FAQ)
Q1: Can BMT and VDI share the same tool holders or tooling?
A: No. The two systems use entirely different interface standards, so their tool holders and locking coupling mechanisms are not interchangeable. When selecting a turret type, you need to plan for the corresponding tool holders as part of the investment.
Q2: If my current operations are mostly small batches with frequent changeovers, do I still need to switch to BMT?
A: If you do not foresee heavy cutting or advanced multi-task machining in the near term, a VDI system is adequate for your needs. VDI remains a highly practical solution for high-mix, low-volume production. However, if you are planning to move into more advanced machines or a smart factory setup in the future, you will eventually encounter the rigidity and precision limits of VDI. At that point, upgrading to BMT would provide more headroom for performance and future capabilities.
Q3: Can an existing VDI-equipped machine be retrofitted with a BMT turret?
A: It depends on the machine’s structure and the manufacturer’s design. In some cases, retrofitting is possible with a compatible BMT turret assembly, but in others it may not be mechanically or economically feasible. It’s best to consult with the machine tool builder or turret supplier to evaluate the options for your specific model.
Q4: Is maintaining a BMT turret more difficult than maintaining a VDI turret?
A: No. In fact, the BMT mechanism is actually more straightforward – it doesn’t have as many internal moving parts for clamping as a VDI turret. The key is to keep the bolt holes and contact faces clean and in good condition to ensure proper clamping force and full surface contact. Regularly inspect and clean these areas, and a BMT turret will remain very reliable. By comparison, VDI turrets require periodic inspection and occasional replacement, so their maintenance can be more involved over the long run.
Related Products


Updated: 2026/03/09